


Onze producten






Zeven en Filtreren
GaLiCos & Crescendo
Cellulose terugwinning
Indikking/Ontwatering
Drogen
Services
Nieuws

Press release: Saur acquires CirTec, the advanced resource recovery and fine sieve expert
Issy-les-Moulineaux, France, November 8th, 2023 – Saur Group (“Saur”) is pleased to announce it has signed an agreement to acquire CirTec, a leading

Winnaar award “innovation in water circularity” op WEX Global
Winnaar award "innovation in water circularity" op WEX Global WEX Global 2022 neemt een bijzondere plek in wat betreft "water-conferenties". Zakelijke besprekingen en connecties

Searious en CirTec kruipen in de huid van een vis!
Door nieuwe technologie wordt bijproduct uit visverwerking een hoogwaardig product Als je denk aan vis dan leg je niet automatisch een link met leer.

Gebruikte gereviseerde Giotto Greenland 2000 WR11 zeefbandpersen (2 st.)
Wij hebben twee in uitstekende staat verkerende Giotto zeefbandpersen te koop met een bandbreedte van 2.000 mm. de WR Greenland zeefbandpers is specifiek ontwikkeld

Docu-stijl film over het terugwinnen van cellulose uit rioolwater
The Water Alliance maakte een prachtige film in docu-stijl over het terugwinnen van cellulose uit rioolwater en de transitie in mindset om te denken
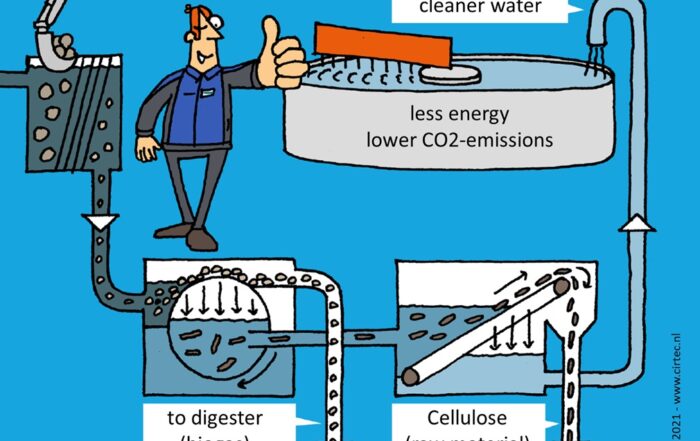
CellCap, eenvoudige en energie-efficiënte terugwinning van cellulose uit rioolwater
Innovatie maakt het makkelijker en goedkoper om grondstoffen uit rioolwater terug te winnen. NA EEN UITGEBREIDE TESTPERIODE OP GROTE SCHAAL LANCEERT CIRTEC CELLCAP®, EEN
Nieuws
Press release: Saur acquires CirTec, the advanced resource recovery and fine sieve expert
Issy-les-Moulineaux, France, November 8th, 2023 – Saur Group (“Saur”) is pleased to announce it has signed an agreement to acquire CirTec, a leading Dutch player in rotating belt fine sieve technology and cellulose recovery,
Winnaar award “innovation in water circularity” op WEX Global
Winnaar award "innovation in water circularity" op WEX Global WEX Global 2022 neemt een bijzondere plek in wat betreft "water-conferenties". Zakelijke besprekingen en connecties zijn belangrijk, maar met name de uitwisseling van ideeën, visitekaartjes, oplossingen
Searious en CirTec kruipen in de huid van een vis!
Door nieuwe technologie wordt bijproduct uit visverwerking een hoogwaardig product Als je denk aan vis dan leg je niet automatisch een link met leer. Toch is de huid van bijvoorbeeld zalm, kabeljauw of schelvis een
Gebruikte gereviseerde Giotto Greenland 2000 WR11 zeefbandpersen (2 st.)
Wij hebben twee in uitstekende staat verkerende Giotto zeefbandpersen te koop met een bandbreedte van 2.000 mm. de WR Greenland zeefbandpers is specifiek ontwikkeld voor de vergaande ontwatering van biologische slibben. Door een zeer effectieve
Docu-stijl film over het terugwinnen van cellulose uit rioolwater
The Water Alliance maakte een prachtige film in docu-stijl over het terugwinnen van cellulose uit rioolwater en de transitie in mindset om te denken vanuit het grondstoffen perspectief in plaats van afval. Als we denken
CellCap, eenvoudige en energie-efficiënte terugwinning van cellulose uit rioolwater
Innovatie maakt het makkelijker en goedkoper om grondstoffen uit rioolwater terug te winnen. NA EEN UITGEBREIDE TESTPERIODE OP GROTE SCHAAL LANCEERT CIRTEC CELLCAP®, EEN GEOPTIMALISEERDE TECHNOLOGIE WAARMEE CELLULOSE GESCHEIDEN VAN ANDERE NIET OPGELOSTE BESTANDDELEN UIT